




在機械生產和精密零件加工中,軟精密零件加工是一個令人頭痛的問題。由于材料的原因,在夾緊零件時,夾緊力非常嚴格,不能太大或太小,因為太大會使工件夾具變形,而太小會使工件在加工過程中脫落。
軟精密零件加工
就拿普通的鋁零件來說,由于鋁是一種相對較軟的金屬,具有較高的塑性,所以加工中產生的廢屑呈條狀,同時不易斷屑,很容易產生熱變形;此外,它不耐高溫,在加工過程中容易產生積屑,表現為粘刀現象,這將增加切削力,當夾緊力不足時,容易使零件打滑。
1.過程分析
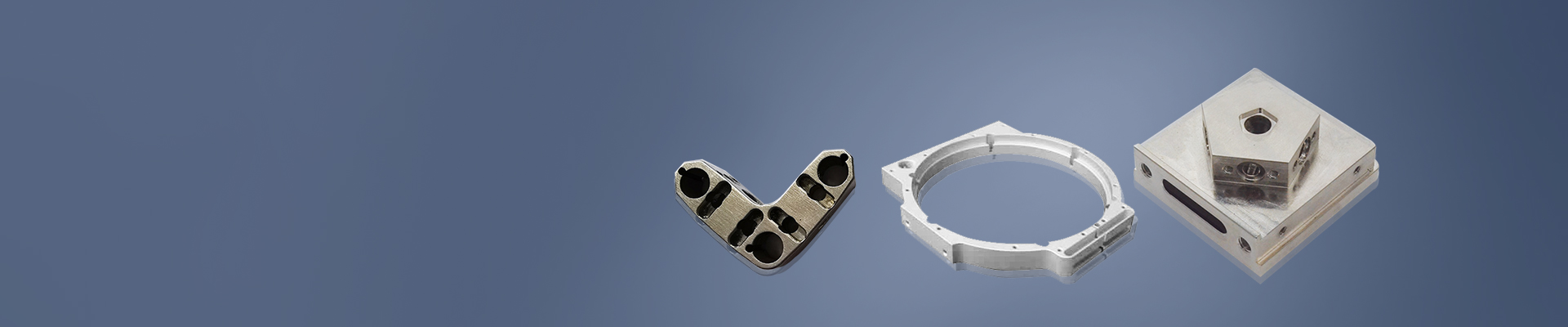
例如,金屬密封墊片零件由純鋁1060制成,數量為500,屬于批量工件類別。該結構為薄板環,外徑D13.5mm毫米,內徑D6毫米,厚度3毫米。零件的兩個端面需要加工成三個90環形槽,以補償軟金屬在壓縮下的變形空間。零件表面粗糙度為1.6m.
這種工件的結構和形狀非常簡單,所以其加工工藝并不復雜。工件毛坯可選用直徑為D20毫米的軟鋁棒,先在機床上夾緊加工工件的內孔、外圓和一個端面,然后切斷工件,方便加工反面。在反向加工中,零件的毛坯厚度已經減少到只有3.2毫米。由于工件的材料問題,工件很難夾緊兩次,所以可以用三爪自定心軟爪卡盤和兩件式夾具夾緊。
上述精密零件加工技術是一種常見的形式,但這種方法有明顯的缺點,即不穩定。在夾緊狀態下,工件周圍會有不均勻的應力。如果零件的夾緊力太小,工件會在加工過程中“打滑”,而如果夾緊力太大,工件表面會被夾住。
服務熱線:13631565136
手機:18926579610
電話:0755-26740010
郵箱:senyuanmoju@126.com
地址:廣東省深圳市寶安區石巖街道水田工業區寶石東路123號7棟1樓

掃一掃關注我們







